
Синумоќ истражува какоПравоаголни цевкисе однесуваат за време на процесите на сечење, дупчење и заварување во модерни средини за изработка, каде геометријата и одговорот на материјалот директно влијаат на прецизноста и структурната сигурност во апликациите низводно.
Во работилниците за изработка, правоаголните шупливи профили често се третираат како јасни структурни елементи, но реалноста е повеќе нијансирана. Нивните рамни површини, остри агли и однесување со променлива дебелина на ѕидот воведуваат уникатни предизвици во споредба со кружните профили. Секоја фаза - сечење, дупчење и заварување - бара внимателна контрола на стресот, топлината и деформацијата за да се одржи точноста на димензиите и функционалната стабилност.
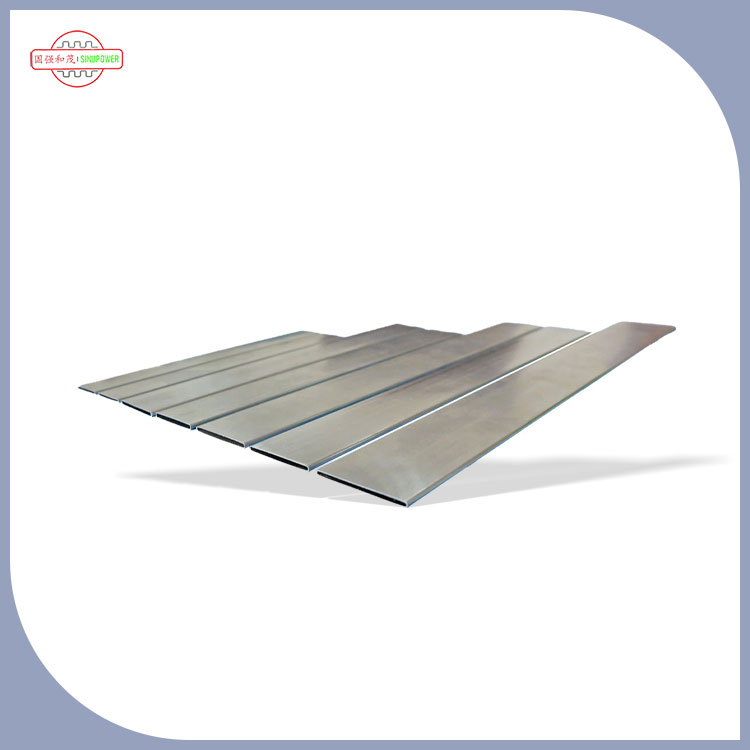
Правоаголните цевки се широко користени во системи каде што е важно ефикасноста на просторот и распределбата на оптоварувањето. Сепак, нивната геометрија создава нерамномерни точки на концентрација на стрес, особено на аглите.
За разлика од тркалезните цевки, каде силите се распределуваат рамномерно по кривината, правоаголните профили го концентрираат стресот по должината на рабовите. Оваа карактеристика станува особено важна за време на процесите на изработка, каде што механичката сила и топлинскиот влез можат да го променат структурниот интегритет доколку не се правилно контролирани.
Правоаголната форма воведува три клучни инженерски ефекти:
- Засилување на аголниот стрес
- Нерамномерна распределба на топлина при заварување
- Вкочанетост зависна од насоката
Овие ефекти влијаат на тоа како се планира и извршува секој чекор на изработка.
Сечењето е првиот чекор каде што правоаголните цевки почнуваат да покажуваат однесување зависно од геометријата. Без разлика дали се користат механички пили, абразивни системи или методи на термичко сечење, материјалот различно реагира по рамните површини наспроти аглите.
Во механичко сечење:
- Рамните површини овозможуваат стабилен контакт со сечилото
- Аглите имаат тенденција да генерираат вибрации
- Поверојатно е формирање на брус на рабните излези
Ригидноста на правоаголните делови значи дека силите за сечење не се рамномерно апсорбирани, што бара контролирани стапки на напојување за да се избегне изобличување.
Кога се користат термички методи, локализираното загревање воведува разлики во проширувањето низ ѕидот на цевката. Бидејќи правоаголната геометрија има повеќе термички патишта, топлината се расфрла нерамномерно, понекогаш предизвикувајќи мало искривување ако ладењето не е избалансирано.
Дупчењето воведува една од најинтересните интеракции помеѓу силата на алатот и геометријата на материјалот. Рамните лица наПравоаголни цевкиовозможуваат стабилен влез на алатот, но внатрешната распределба на напрегањето се менува како што продира дупчалката.
За време на дупчењето:
- Почетниот контакт е стабилен поради поддршката на рамната површина
- Средната пенетрација создава зони за акумулација на чипови
- Излезната фаза често генерира ризик од деформација
Излезната страна е особено чувствителна бидејќи материјалната поддршка е намалена, што доведува до потенцијално формирање на бруси или мала овализирање на дупките.
Како што вежбата напредува, стресот се прераспределува по ѕидовите на цевката. Аглите можат или да го апсорбираат или да го рефлектираат стресот во зависност од дебелината и составот на материјалот. Ова ја прави конзистентноста на дупчењето зависна и од контролата на храната и од стратегијата за ладење.
Заварувањето е местото каде што правоаголните цевки го покажуваат својот најкомплексен физички одговор. Комбинацијата на внесување топлина и геометриско ограничување доведува до локализирано проширување, контракција и формирање на преостанат стрес.
За разлика од кружните делови кои овозможуваат помазна дифузија на топлина, правоаголните профили ја концентрираат топлинската енергија долж шевовите и аглите на заварувањето. Ова создава:
- Нерамни стапки на ладење
- Локализирана дисторзија во близина на зглобовите
- Акумулација на резидуален стрес по должината на рабовите
Како што се лади заварената област, силите на контракција нерамномерно се повлекуваат по рамните панели. Ова може да доведе до мало наведнување или аголна дисторзија доколку не се избалансира преку контролирано секвенционирање.
| Фаза на процесот | Главен предизвик | Однесување на правоаголна цевка | Контрола на фокус |
| Сечење | Вибрации на рабовите | Концентрација на стрес на аглите | Стабилност на храна |
| Дупчење | Излезна деформација | Нерамномерно ослободување од стрес | Поддршка и ладење |
| Заварување | Термичка дисторзија | Акумулација на топлина во аголот | Топлинска рамнотежа |
| Пост-обработка | Корекција на димензии | Релаксација на резидуален стрес | Контрола на усогласување |
Оваа споредба нагласува како секоја фаза воведува различни механички и термички одговори кои мора да се управуваат независно.
Однесувањето на правоаголните цевки не зависи само од геометријата туку и од материјалот. Алуминиум, бакарни легури и конструкции базирани на челик различно реагираат на механички и термички влезови.
Профили базирани на алуминиум:
- Висока топлинска спроводливост
- Побрзо дисипација на топлина при заварување
- Повеќе склони кон локализирана деформација доколку се прегрее
Профили базирани на челик:
- Поголема структурна ригидност
- Побавна дифузија на топлина
- Подобра отпорност на деформации предизвикани од дупчење
Изборот на материјалот влијае на тоа колку агресивно може да се изврши секој чекор на изработка без да се загрози структурната стабилност.
Квалитетот на површината по сечењето е критичен индикатор за контрола на изработката. Правоаголната геометрија воведува уникатно однесување на површината:
- Рамните лица одржуваат помазни линии за сечење
- Аглите често покажуваат микро-чипување
- Формирањето брус има тенденција да се концентрира на излезните рабови
Одржувањето на постојан квалитет на рабовите бара балансирање на острината на алатот, брзината на напојување и контролата на вибрациите.
Во апликации со висока прецизност, секундарната завршна обработка често се користи за стабилизирање на геометријата на рабовите пред следните фази на изработка.
Еден од клучните предизвици во производството на правоаголни цевки е одржување на усогласување на дупките преку рамни површини.
Фактори кои влијаат на точноста:
- Варијација на дебелината на ѕидот на цевката
- Отклонување на алатот при оптоварување
- Зголемување на топлина при континуирано дупчење
Неусогласеноста е поверојатно кога се дупчат повеќе дупки во низа без да се дозволи термичко обновување на материјалот.
Стратегијата за заварување игра одлучувачка улога во минимизирањето на изобличувањето. Бидејќи правоаголната геометрија ги ограничува природните патеки на експанзија, топлината мора да се дистрибуира во контролирани секвенци.
Вообичаени пристапи за стабилизација:
- Наизменични насоки за заварување
- Кратки сегментирани премини за заварување
- Контролирани интервали на ладење
Овие методи ја намалуваат акумулацијата на резидуалниот стрес по долгите рабови.
За време на изработката, правоаголните цевки може да доживеат три главни типа на изобличување:
- Аголна деформација на аглите
- Наведнување на рамна површина поради термичка контракција
- Торзионо извртување од нерамномерно секвенционирање на заварот
Секој тип е поврзан со различна фаза на изработка и бара насочени методи за корекција.
Клучен увид во модерната обработка е дека сечењето, дупчењето и заварувањето не се независни чекори. Секоја фаза влијае на следната.
На пример:
- Микро-стресот предизвикан од сечење може да го засили отстапувањето на дупчењето
- Зголемувањето на топлината при дупчење може да влијае на стабилноста на заварувањето
- Изобличувањето при заварување може да ја промени точноста на конечната димензија
Ова меѓусебно поврзано однесување го прави планирањето на процесот суштинско, а не опционално.
Од инженерска гледна точка, правоаголните цевки се однесуваат како ограничени енергетски системи за време на изработката. Механичката сила, термичкиот влез и структурната геометрија комуницираат континуирано.
Наместо да го третираат секој процес изолирано, современите пристапи за изработка се фокусираат на:
- Мапирање на стрес низ структурата на цевката
- Предвидување на протокот на топлина при заварување
- Контрола на вибрации при сечење и дупчење
Овој интегриран приказ помага да се намали кумулативната деформација низ фазите.
Правоаголните профили најчесто се користат во системи кои бараат компактна структурна поддршка и насочена дистрибуција на оптоварување, како што се:
- Склопови за размена на топлина
- Структурни системи за врамување
- Затворени канали за течност
- Модуларни механички потпори
Во овие средини, прецизноста на изработка директно влијае на стабилноста на системот и долгорочните перформанси.
Однесувањето на правоаголните цевки за време на сечењето, дупчењето и заварувањето е регулирано од интеракцијата помеѓу геометријата, својствата на материјалот и енергијата на процесот. Секоја фаза воведува посебни механички и термички предизвици со кои мора да се управува за да се одржи структурниот интегритет и конзистентноста на димензиите.
Во овие рамки,Синумоќ цевки за пренос на топлина Changshu Ltd.продолжува да ја испитува динамиката на изработка наПравоаголни цевкикако дел од поширокото истражување за прецизна обработка на цевки и развој на компоненти за пренос на топлина.