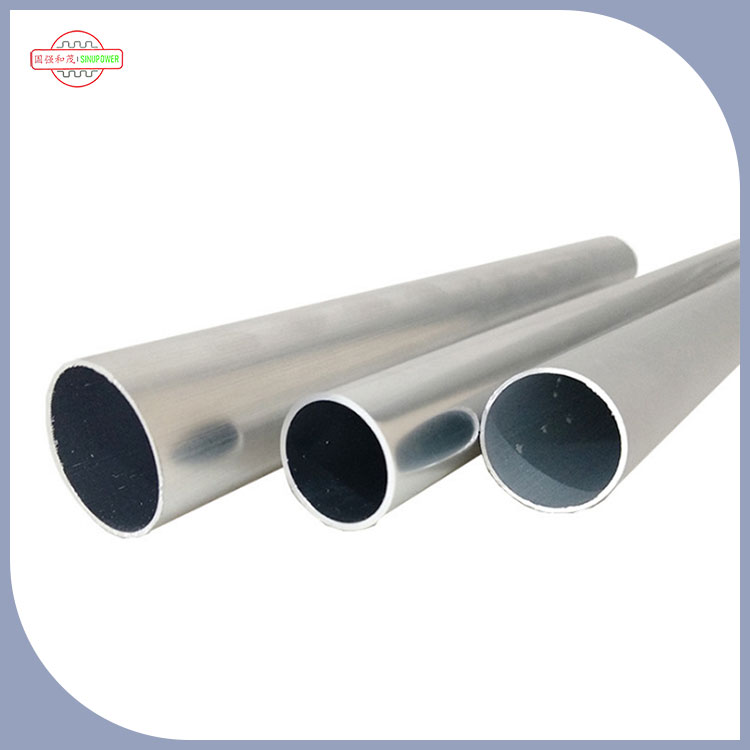

Рамни овални цевкисе рамни овални во пресек (долга оска 80-200мм, кратка оска 30-80мм), а проблемите како што се скриеност на пресек и прекумерни закопчиња се склони да се појават при сечење на аглите. Потребни се професионални процеси и алатки за да се постигне прецизна обработка за да се обезбеди квалитетот на последователното заварување или склопување.
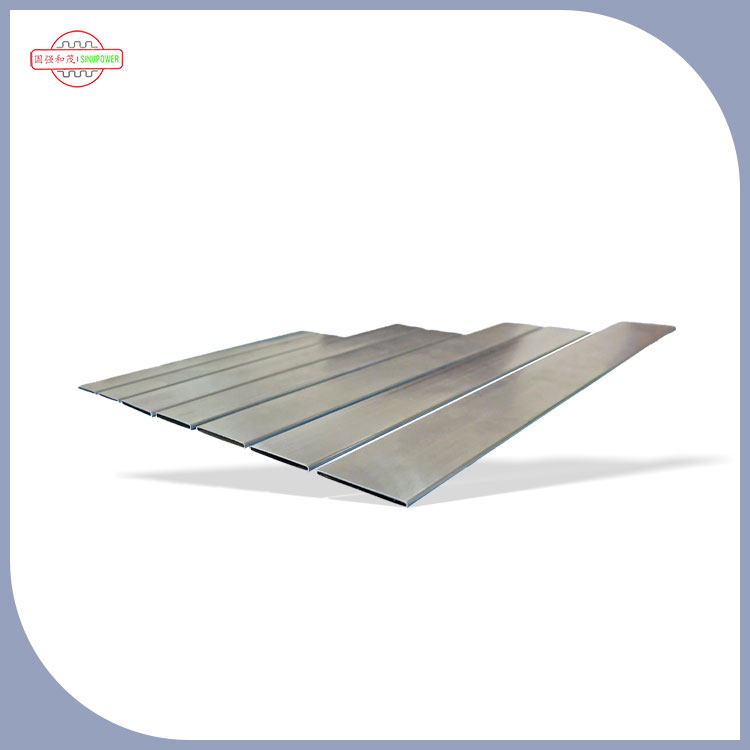
Тешкотијата на сечење е концентрирана на пресек карактеристиките. Асиметричната структура на рамни овални цевки го отежнува обезбедувањето точност на аголот на традиционалниот метод со една големина. Ако отстапувањето на аголот на сечење е поголема од 1 °, јазот на зглобот на задникот ќе надмине 0,5 мм, што влијае на јачината на заварувањето. Покрај тоа, кога дебелината на wallидот на цевката (обично 2-5 мм) е нерамна, локалното прегревање и деформацијата се склони. Особено при обработката на материјали од не'рѓосувачки челик, високата температура ќе предизвика да се формира оксид скала, зголемувајќи ги последователните трошоци за мелење.
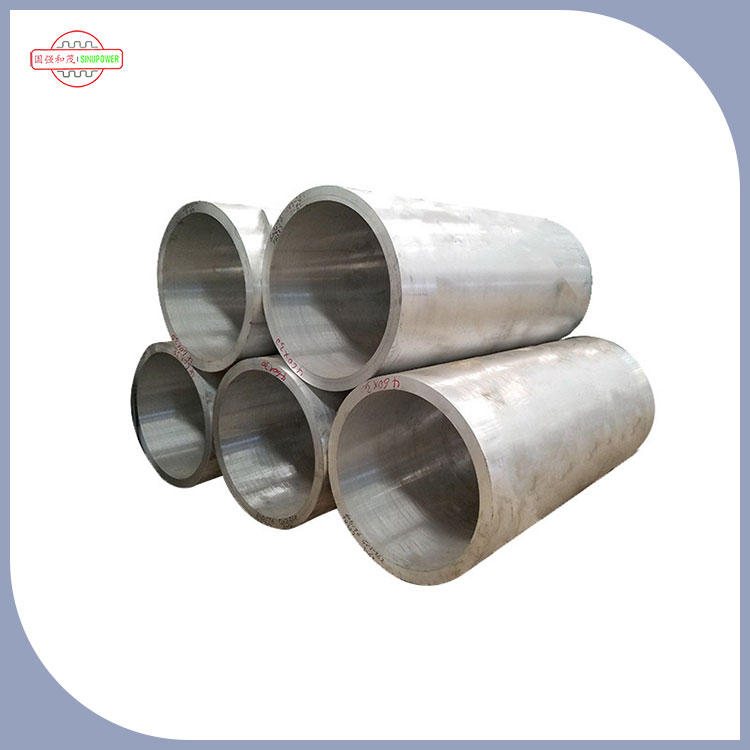
Изборот на алатки треба да одговара на материјалот и спецификациите. За рамни овални цевки со низок јаглерод челик, се препорачува сечење на плазма (тековно 80-120A), со брзина на сечење од 10-15мм/с, а грешката во вертикалноста на делот може да се контролира во рамките на 0,3 мм/м; За материјали од не'рѓосувачки челик, се претпочита ласерско сечење (моќност 500-1000W), што реализира безконтактна обработка преку високо-енергетски светлосни греди што се пренесуваат со оптичко влакно, со зона погодена од топлина од <0,1мм за да се избегне интергрануларна корозија. Цевките со тенок ид (дебелина <3mm) можат да користат сечење жица CNC со точност од 0,01мм, што е погодно за прецизна обработка на компонентите.
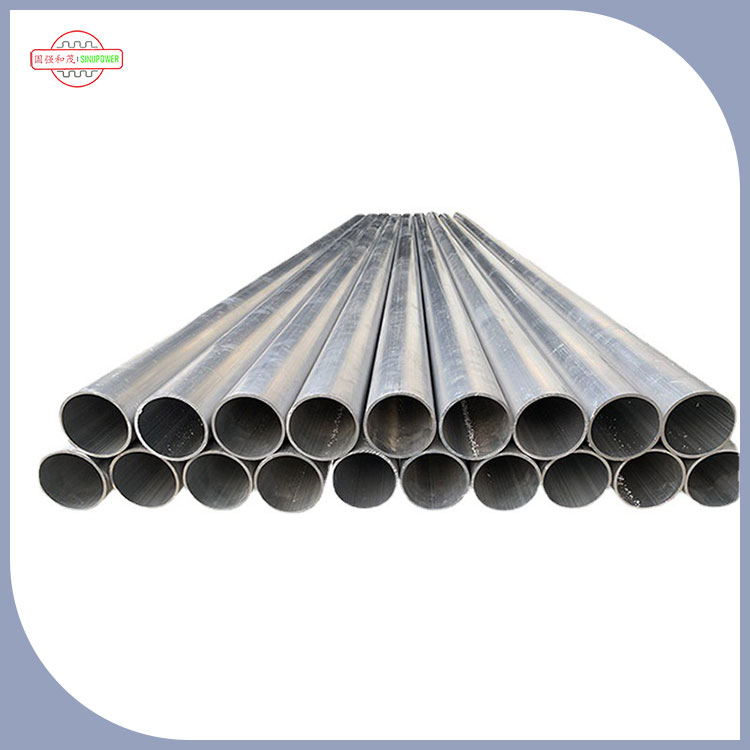
Процесот на работа се фокусира на поставување на позиционирање и параметар. Пред сечење, фитинзите на цевките треба да се фиксираат со тела за да се осигури дека линијата за сечење е нормална на оската (девијација ≤0,5 °), а силата на стегање на тела се контролира на 5-10MPa за да се спречи деформација; За време на сечење на плазма, млазницата се чува 3-5 мм подалеку од wallидот на цевката, а притисокот на гасот (воздух или азот) е поставен на 0,6-0,8mpa за да се избегне дивергенција на лакот; Ласерското сечење треба да ја прилагоди позицијата на фокусот според дебелината на wallидот, а фокусот на цевките со дебели идови се прилагодува на 1/3 од wallидот на цевката за да се подобри пенетрацијата на сечење.
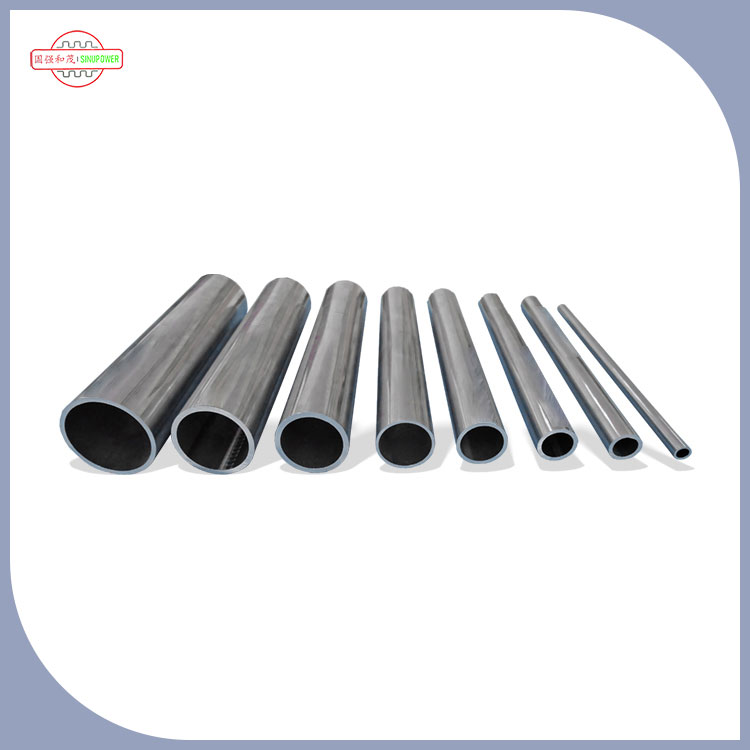
Последователната обработка влијае на конечниот квалитет. По сечење, потребна е мелница за агол (со тркало за мелење со 120 решетки) за да се отстранат закопчињата за да се направи грубост на пресек RA≤12,5μm; Цевките од не'рѓосувачки челик треба да бидат пасивирани (потопени во раствор на азотна киселина за 10-15 минути) за да се спречи 'рѓата на сеча. За сцените со големи барања за прецизност (како што е склопување на автомобилски издувни цевки), девијацијата на вистинскиот агол треба да се открие со три-координатен мерен инструмент за да се обезбеди дека тој го исполнува стандардот на толеранција од 0,1 °.
Сечење на прав агли на fлат овални цевкибара разгледување на перформансите на опремата и деталите за процесот. Преку прецизно позиционирање, оптимизација на параметрите и последователна обработка, може да се постигне мазен пресек и ефект на прецизна обработка на аголот, обезбедувајќи основна гаранција за запечатување и структурна јачина на врската на гасоводот.